question_answer 1)
Magnetic forming is an example of:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 2)
Match List-I (Type of Forging) with List-II (Operation) and select the correct answer using the code given below the Lists:
List-I (Type of Forging) List-II (Operation) A. Drop Forging 1. Metal is gripped in the dies and pressure is applied on the heated end B. Press Forging 2. Squeezing action C. Upset forging 3. Metal is placed between rollers and pushed D. Roll Forging 4. Repeated hammer
Codes:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 3)
What are the advantages of powder metallurgy'?
1. Extreme purity product 2. Low labour cost. 3. Low equipment forming
Select the correct answer using the code given below:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 4)
Which one of the following methods is used for the manufacture of collapsible tooth paste tubes?
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 5)
Consider the following steps in forging a connecting rod from bar stock:
1. Blocking 2. Trimming 3. Finishing 4. Edging Select the correct sequence of these operations using the codes given below:
Codes:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 6)
The extrusion process(es) used for the production of toothpaste tube is/are
1. Tube extrusion 2. Forward extrusion 3. Impact extrusion Select the correct answer using the codes given below:
Codes:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 7)
Cold working produces the following effects:
1. Stresses are set up in metal 2. Grain structure gets distorted 3. Strength and hardness of the metal are decreased 4. Surface finish is reduced
Which of these statements are correct?
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 8)
Consider the following statements:
In comparison to hot working, in cold working 1. Higher forces are required. 2. No heating is required. 3. Less ductility is required. 4. Better surface finish is obtained.
Which of the statements given above are correct?
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 9)
A cylindrical vessel with flat bottom can be deep drawn by:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 10)
Consider the following statements:
1. Metal forming decreases harmful effects of impurities and improves mechanical strength. 2. Metal working process is a plastic deformation process. 3. Very intricate shapes can be produced by forging process as compared to casting process.
Which of the statements given above are correct
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 11)
Match List-I (Operations) with List-II (Stresses induced) and select the correct answer using the codes given below the Lists:
List-I List-II A. Blanking 1. Tension B. Stretch forming 2. Compression C. Coining 3. Shearing D. Deep drawing 4. Tension and
Codes:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 12)
Match List-I (Forging operations) with List-II (Descriptions) and select the correct answer using the codes given below the Lists:
List-I List-II A. Flattening 1. Thickness is reduced continuously at different sections along at length B. Drawing 2. Metal is displaced away from centre, reducing thickness in middle and increasing length C. Fullering 3. Rod is pulled through a die D. Wire drawing 4. Pressing a workpiece between two flat dies
Codes:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 13)
Match List-I (Operation) with List-II (Explanation) and select the correct answer using the codes given below the Lists:
List-I (Operation) List-II (Explanation) A. Beading 1. The edge of the sheet metal is bent into the cavity of a die B. Flanging 2. The process of punching a hole first and then expanding into a flange C. Hemming 3. The edge of the sheet metal is folded over itself D. Roll Forming 4. Bending continuous lengths of sheet metal 5. The process of bending the edges of sheet metals
Codes:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 14)
In deciding the clearance between punch and die in press work in shearing, the following rule is helpful:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 15)
The 'spring back' effect in press working is:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 16)
Which of the following are included in the finishing operations for porous bearing?
1. Infiltration 2. Sizing 3. Heat treatment 4. Coining
Select the correct answer using the code given below:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 17)
Which one of the following temperatures is exactly suited to carry out hot working processes?
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 18)
Match List-I (Press-part) with List-II (Function) select the correct answer using the codes given below
List-I (Press-part) List-I (Function) A. Punch plate 1. Assisting withdrawal of the punch B. Stripper 2. Advancing the work-piece through correct distance C. Stopper 3. Ejection of the work-piece from die cavity D. Knock out 4. Holding the small punch in the proper position
Codes:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 19)
The process of removing the burrs of flash from a forged component in drop forging is called:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 20)
Which of the following are the characteristics of extrusion process
1. Faster speed of production 2. Good surface finish 3. Dimensions can be maintained with close tolerances 4. Mechanical properties of the extruded products are inferior to that of the roiled products
Select the correct answer using the codes given below:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 21)
Which of the following are produced by powder metallurgy process
1. Cemented carbide dies 2. Porous bearings 3. Small magnets 4. Parts with intricate shapes Select the correct answer using the codes given below:
Codes:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 22)
In part produced by powder metallurgy process, presintering is done to:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 23)
Which metal forming process is used for manufacture of long steel wire?
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 24)
Which one of the following is the correct statement?
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 25)
For calculating the blank diameter D for thin cylindrical shell of outer diameter d and with height of the shall h, which one of the following formulae is used when d 220r, where r is the comer radius on the punch?
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 26)
How are tooth-paste capsules produced?
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 27)
What is the force required to be exerted by the punch in order to shear out the blank (for a circular disc) of 20 mm diameter and 1.5 mm thickness and having a shear strength equal to 300 MPa?
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 28)
In blanking operation the clearance is provided:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 29)
Which of the following parts can he made economically be powder metallurgy?
1. Gears 2. Automobile cylinders 3. Filters 4. Gun barrels
Select the correct answer using the code given below:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 30)
At which temperature is cold working of metals carried out?
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 31)
What is the process of making sheet metal components to the contour of a die by making use of an explosive impact known as:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 32)
Consider the following steps involved in conditioning Of metal powers in powder metallurgy techniques:
1. Pulverization 2. Blending or mixing 3. Screening 4. Rieat Treatment.
Which one of the following is the correct sequence of the above steps?
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 33)
The tooling cost is highest in which one of the following methods of plastic processing?
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 34)
Which one of the following processes necessarily requires mandrel of requisite diameter to form the internal hole?
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 35)
Which one of the correct relationship between surface velocity of the roils\[({{V}_{r}})\], entrance velocity of work \[({{V}_{0}})\] and exit velocity of work \[({{V}_{f}})\] in rolling?
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 36)
Which one of the following statements in extrusion processes in not correct?
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 37)
In drawing operation if \[{{D}_{i}}=\] initial diameter and \[{{D}_{0}}=\] outgoing diameter, then what is the degree of drawing equal to?
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 38)
Consider the following statements related to forging:
1. Flash is excess material added to stock-which flows around, parting line. 2. Flash helps in filling of thin ribs and bosses in upper die. 3. Amount of flash depends upon forging force.
Which of the above statements is/are correct?
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 39)
In drawing operation, proper lubrication is essential for which of the following reasons.
1. To improve die life 2. To reduce drawing forces 3. To reduce temperature 4. To improve surface finish
Select the correct answer using the code given below:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 40)
Which of the following are the characteristics of cold working of metals?
1. Stresses are set up in the metal that remain unless removed by subsequent heat treatment 2. Coarse grains are refined 3. Strength and hardness are increased.
Select the correct answer using the code given below:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 41)
For punching operation the clearance is provided on which one of the following?
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 42)
Match List-I with List-II and select the correct answer using the code given below the list:
List-I (Type of Rolling Mill) List-II (Characteristic) A. Two high non reversing mills 1. Middle role rotates by friction B. There high mills 2. By small working roll, power for rolling is reduced C. Flour high mills 3. Rolls of equal size are rotated only in one direction D. Cluster mills 4. Diameter of working roll is very small
Codes:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 43)
Consider the following statements:
Roll forces in rolling can be reduced by 1. Reducing friction 2. Using large diameter roller to increase the co 3. Taking smaller reductions per pass to reduce the contact area.
Which of the statements given above are correct?
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 44)
The order of radial clearance between the punch and die for shearing plate of thickness 't' \[(1\,\,mm\le 2\,\,mm)\]is:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 45)
The force required for piercing a round hole when the die and punch are not provided with any shear is given by: Where L = length of die land, D = diameter of hole, T = thickness, S = shear strength
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 46)
Thread rolling is restricted to:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 47)
A moving mandrel is used in:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 48)
In sheet metal work, the cutting force on the tool can he reduced by:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 49)
Tandem drawing of wires and tubes is necessary because:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 50)
In order to get uniform thickness of the plate by rolling process, one provides:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 51)
The blank diameter used in thread rolling will be:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 52)
Which one of the following manufacturing process requires the provision of 'gutters?
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 53)
Match List-I with List-II and select the correct answer using the codes given below the lists:
List-I (Match Property) List-II (Related to) A. Malleability 1. Wire drawing B. Hardness 2. Impact loads C. Resilience 3. Cold rolling D. Isotropy 4. Indentation 5. Direction
Codes:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 54)
Match List-I with List-II and select the correct answer using the codes given below the List:
List-I (Metal forming process) List-II (A similar process) A. Blanking 1. Wire drawing B. Coining 2. Piercing C. Hemming 3. Embossing D. Cup drawing 4 Rolling 5. Deep drawing
Codes:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 55)
In sheet metal blanking, shear is provided on punches and dies so that:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 56)
For obtaining a cup of diameter 25 mm and height 15 mm by drawing the size of the round blank should be approximately:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 57)
Which of the following pairs of process and draft are correctly matched?
1. Rolling............ 2 2. Extrusion............ 50 3. Forging ...........4
Select the correct answer using the codes given below:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 58)
The mode of deformation of the metal during spinning is:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 59)
In drop forging, forging is done by dropping:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 60)
Metal extrusion process is generally used for producing:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 61)
Match List-I with List-II and select the correct 6 answer
List-I (Metal forming-process) List-II (Associated force) A. Wire drawing 1. Shear force B. Extrusion 2. Tensile force C. Blanking 3. Compressive force D. Bending 4. Spring back force
Codes:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 62)
In wire drawing process, the bright shining surface on the wire is obtained if one:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 63)
Which one of the following is an advantage of forging?
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 64)
For 50% penetration of work material, a punch with single shear equal to thickness will:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 65)
A cup 10 cm height and 5 cm diameter is to be made from a sheet metal of 2 mm thickness. The number of deductions necessary will be:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 66)
Which of the following components can be manufactured by power metallurgy methods?
1. Carbide tool tips 2. Bearings 3. Filters 4. Brake linings.
Select the correct answer using the codes given below:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 67)
Which one of the following processes in most commonly used for the forging of bolt heads of hexagonal shape?
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 68)
The bending force required for V-bending, U-bending and Edge-bending will be in the ratio of:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 69)
In powder metallurgy, the operation carried out to improve the bearing property of a bush is called:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 70)
Consider the following processes for the manufacture of gears:
1. Casting 2. Powder metallurgy 3. Machining from bar stock 4. Closed die forging
The correct sequence in increasing order of bending strength of gear teeth is:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 71)
Match List-I with List-II and select the correct answer using the codes given below the List:
List-I List-II A. Die sinking 1. Abrasive jet machining B. Deburring 2. Laser beam machining C. Fine hole drilling (thin materials) 3. EDM D. Cutting/sharpening hard materials 4. Ultrasonic machining 5. Electro chemical grinding
Codes:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 72)
Match List-1 with List-11 and select the correct answer using the codes given below the Lists:
List-I List-II A. Drawing 1. Soap solution B. Rolling 2. Camber C. Wire drawing 3. Pilots D. Sheet metal operations using progressive dies 4. Crate 5. Ironing
Codes:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 73)
Which one of the following metal forming processes is not a high energy rate forming process?
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 74)
Consider the following operations involved in forging a hexagonal bolt from a round bar stock, whose diameter is equal to the bolt diameter:
1. Flattening 2. Upsetting 3. Swaging 4. Cambering
The correct sequence of these operations is:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 75)
Which one of the following is the correct temperature range for hot extrusion o aluminium?
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 76)
The correct sequence of the given processes in manufacturing by powder metallurgy is:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 77)
In the rolling process, roll separating force can be decreased by:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 78)
Consider the following statements:
In forward extrusion process: (1) The ram and the extruded product travel in the same direction. (2) The ram and the extruded product travel in the opposite direction. (3) The speed of travel of the extruded product is same as that of the ram. (4) The speed of travel of the extruded, product is greater than that of the ram.
Which of these statements are correct?
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 79)
Which one of the following lubricants is most suitable for drawing mild steel wires:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 80)
Best position of crank for blanking operation in a mechanical press is:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 81)
Match List-I (components of a table fan) with List-II (Manufacturing processes) and select the correct answer using the codes given below the lists:
List-I List-II A. Base with stand 1. Stamping and pressing B. Blade 2. Wire drawing C. Armature coil wire 3. Turning D. Armature shaft 4. Casting
Codes:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 82)
In the forging operation, fullering is done to:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 83)
Which of the following assumptions are correct for cold rolling?
(1) The material is plastic (2) The arc of contact is circular with a radius greater than the radius of the roil. (3) Coefficient of friction is constant over the arc of contact and acts in one direction throughout the arc of contact. Select the correct answer using the code given below:
Codes:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 84)
A strip is to rolled from a thickness of 30 mm to 15 mm using a two-high mill having rolls of diameter 300 mm. The coefficient of friction for unaided bite should nearly be:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 85)
Which of the following statements are the salient features of hydrostatic extrusion?
(1) It is suitable for soft and ductile material (2) It is suitable for high-strength super-alloys (3) The billet is inserted into the extrusion chamber and pressure is applied by a ram to extrude the billet through the die (4) The billet is inserted into the extrusion chamber where it is surrounded by a suitable liquid. The billet is extruded through the die by applying pressure to the liquid. Select the correct answer using the code given below:
Codes:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 86)
Consider the following statements related to piercing and blanking:
(1) Shear on the punch reduces the maximum cutting force. (2) Shear increases the capacity of the press needed. (3) Shear increases the life of the punch. (4) The total energy needed to make the cut remains unaltered due to provision of shear.
Which of the above statements are correct?
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 87)
Consider the following steps involved in hamrner forging a connecting rod from bar Stock
1. Blocking 2. Trimming 3. Finishing 4. Fullering 5. Edging
Which of the following is the correct sequence of operations?
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 88)
The rate of production of a powder metallurgy par) depends on:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 89)
In rolling a strip between two rolls, the position of the neutral point in the arc of contact' does not depend on:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 90)
Match List-I (parts) with List-II (Manufacturing processes) and select the correct answer using the codes given below the lists:
List-I (Parts) List-II (Manufacturing processes) A. Seamless tubes 1. Roll forming B. Accurate and smooth tubes 2. Shot peening C. Surfaces having hardness and fatigue strength 3. Forging higher 4. Cold forming
Codes:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 91)
Match List-I (Products) with List-II (Processes) and select the correct answer using the codes given below the lists:
List-I List-II A. MS angles and channels 1. Welding B. Carburettors 2. Forging C. Roof trusses 3. Casting D. Gearwheels 4. Rolling
Codes:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 92)
The forging defect due to hindrance to smooth flow of metal in the component called 'Lap' occurs because:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 93)
Magnesium is extruded and not rolled because:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 94)
Match List-I (Process) with List-II (Production of parts) and select the correct (answer using the codes given below the lists:
List-I List-II A. Rolling 1. Discrete parts B. Forging 2. Rod and Wire C. Extrusion 3. Wide variety of shapes with thin walls D. Drawing 4. Flat plates and sheets 5. Solid and hollow parts
Codes:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 95)
A blank of 30 mm diameter is to be produced out of 10 mm thick sheet on a simple die. If 6% clearance is recommended, then the nominal diameters of die and punch are respectively:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 96)
Rolling very thin strips of mild steel requires:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 97)
Drop forging is used to produce:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 98)
Consider the following factors:
1. Size and shape that can be produced economically 2. Porosity of the parts produced. 3. Available press capacity 4. High density
Which of the above are limitations of powder metallurgy?
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 99)
Consider the following characteristics of rolling process:
1. Shows work hardening effect 2. Surface finish is not good 3. Heavy reduction in areas can he obtained
Which of these characteristics are associated with hot rolling?
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 100)
Match List-I (Products) with List-II (Suitable processes) and select the correct answer using the codes given below the Lists:
List-I List-II A. Connecting rods 1. Welding B. Pressure vessels 2. Extrusion C. Machine tool beds 3. Forging D. Collapsible tubes 4. Casting
Codes:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 101)
An invicid irrotational flow field of free vortex motion has a circulation constant \[\Omega \,.\] the tangential velocity at any point in the flow field is given by \[\text{ }\!\!\Omega\!\!\text{ /r}\] where, r, is the radial distance from the centre. At the centre, there is a mathematical singularity which can be phiysically substituted by a forced vortex motion \[(r={{r}_{c}}),\] the angular velocity E is given by:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 102)
The normal stress is the same in directions at a point in a fluid only when;
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 103)
Which of the following forces act on a fluid at rest?
1. Gravity force 2. Hydrostatic force 3. Surface tension 4. Viscous force
Select the correct answer using the codes given below:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 104)
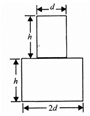
A stepped cylindrical container is filled with a liquid as shown in the given figure. The container with its axis vertical, is first placed with its larger diameter downward and then upward. The ratio of the forces at the bottom in the two cases will be:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 105)
A circular annular plate having outer and inner diameters of 1.4 m and 0.6 respectively is immersed in water with its plane making an angle of \[60{}^\circ \] with the horizontal. The centre of the circular annular plate is 1.85 m below the free surface. The hydrostatic thrust on one side of the plate is:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 106)
A house-top water tank is made of fiat plates and is full to the brim. Its height its twice that of any side. The ratio of force on the bottom of the tank to that on any side will be:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 107)
A right-circular cylinder open at the top is filled with liquid of relative density 1.2. It is rotated about its vertical axis at such a speed that half the liquid spills out. The pressure at the centre of the bottom will be:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 108)
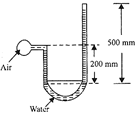
In the figure shown below, air is contained in the pipe and water is the manometer liquid. The pressure A is approximately:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 109)
Consider the following statements:
Filling up a part of the empty hood of a ship with ballasts will: 1. Reduce the metacentric height 2. Lower the position of the centre of gravity 3. Elevate the position of centre of gravity. 4. Elevate the position of centre of buoyancy.
Of these statements:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow
question_answer 110)
A cylindrical piece of cork weighing 'W floats with its axis in horizontal position in a liquid of relative density 4. By anchoring the bottom, the cork piece is made to float at natural equilibrium position with its axis vertical. The vertically downward force exerted by anchoring would be:
A)
done
clear
B)
done
clear
C)
done
clear
D)
done
clear
View Solution play_arrow